

Although there are many new and emerging manufacturing technologies, there is still no substitute for the reliability and efficiency of CNC machining. Every day, millions of precision parts in a variety of substrates are made using one or more of these CNC machining techniques. Let’s take a closer look at the seven most common ones that we use every day to make high-quality rapid prototypes and production parts.
Turning
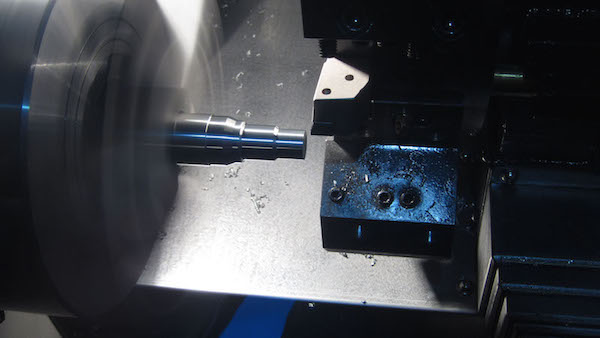
Probably the very first machine operation in history, turning simply involves clamping a workpiece firmly onto a rotating plate or mandrel. As the workpiece spins, the cutting tool is held against it in a fixture mounted on a moving slide. The slide can be moved up and down the length of the workpiece, as well as closer to or away from the center line. These simple machining techniques are ideal for removing large amounts of material quickly. In addition, a drill bit mounted on the tailstock can bore precise holes down the centerline of the workpiece.
Lathes are used to make concentric shapes on the outer circumference of a round part. Slots, ring grooves, stepped shoulders, internal and external threads, cylinders and shafts – many round or circular features are made on a lathe. They are also able to produce characteristically smooth and uniform surface finishes.
Milling

Milling differs fundamentally from turning in that the workpiece is held stationary and the cutting tool rotates on a spindle. The workpiece is usually held horizontally in a machine vise, mounted on a table that moves in the X and Y directions. The spindle holds a variety of cutting tools and moves in the X, Y and Z axes.
Although a mill can also drill holes and bores, it excels at removing stock from more complex and asymmetrical parts. Mills are used to make square/flat faces, notches, chamfers, channels, profiles, keyways and other features that depend on precisely cut angles. Together, milling and turning are responsible for the majority of CNC machine tool operations.
As with all metal machining operations, cutting fluid is used to cool the workpiece and cutting tool, for lubrication and to flush away metal particles.
Surface Grinding

Making a very flat surface on metal parts is important for many applications and the best way to make such a precise surface is with a grinder. The grinder is a spinning disk covered with an abrasive grit of a specific coarseness. The workpiece is mounted on a table and is moved back and forth laterally beneath the abrasive wheel or is sometimes held firm while the wheel moves. Notice of course that this process can only be used on faces that are not interfered with by any protrusions sticking up from the surface.
Different types of abrasives are used depending upon the material being ground. The heat and mechanical stress of the grinding process can adversely effect the work piece so care must be taken to control tool speed and temperature.
Solid Sink EDM
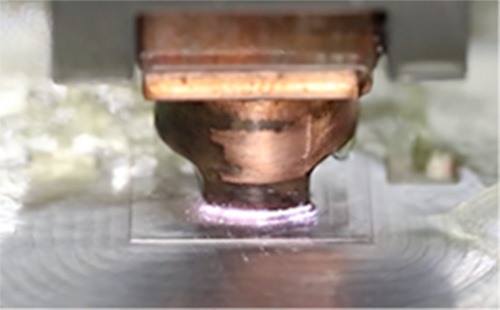
A conductive electrode is placed close to the work piece while bathed in a dielectric fluid. The electrode is precisely shaped for the feature that it’s cutting. As the electrode discharges, metal particles are forced off the surface of the workpiece. The electrode itself does not touch the workpiece but is sacrificial and may need to be replaced frequently.
EDM is used to make pockets, holes and square features inside of hardened tool steels that would be difficult, if not impossible, to make any other way. It’s typically used on molds for plastic injection and pressure die casting, rarely on the finished piece itself. EDM is also used for making textured surfaces or debossed (recessed) lettering and logos on mold tools.
Wire EDM
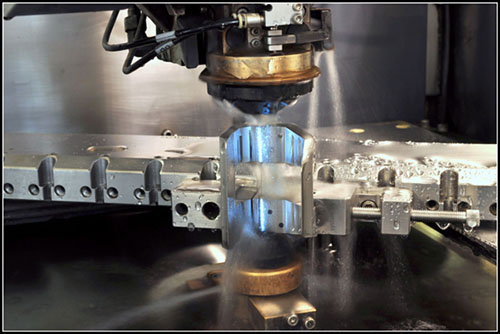
Wire EDM uses copper wire as a conductor for a high-voltage electric charge. Fresh wire is fed from a spool as the conductor is steadily eroded during the cutting process. This technique requires a pass through and can’t be used in a blind hole.
Wire EDM is used on thick, hardened tool steel to make circular or semi-circular features that would be very difficult to make with conventional cutting tools.
Cylindrical Grinding
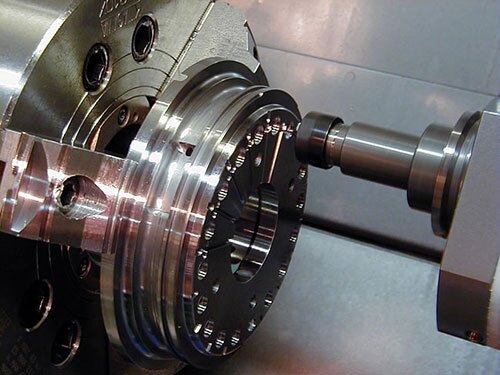
This is a combination of surface grinding and lathe turning. The workpiece is usually held stationary while a circular or cylindrical grinding wheel is rotated against its surface. Cylindrical grinders can be used on both inside and outside diameters, either all the way through the length of the part or at partial depths.
The great advantage of this process is that it makes very precise and accurate tolerances with extremely smooth surface texture.
Optical Grinding
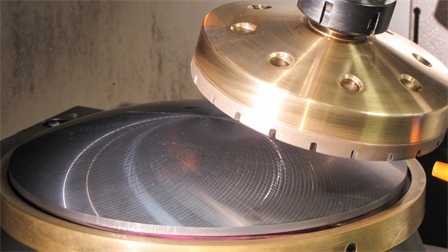
So far we’ve been only talking about machining metals, but CNC machining is also used for making specialty optics in glass or plastic. Optics require very fine surfaces with extremely close tolerances, so specialized grinding equipment is used that spins a grinding wheel against a surface while rotating on multiple axes.
This has the effect of averaging out any deviations from the nominal. Grinding paste is also used as a lubricant and to create a polished finished surface.
Conclusion
We like working with informed customers. We think it’s better for you if you know how parts are made and why some techniques are chosen over others. We encourage you to contact us for a free quotation and we can recommend the best service for your next project.
Tagged:



