Alle kunststoffspritzgegossenen Teile haben eine Oberflächentextur, die vom Werkzeug geschaffen wurde, dass für deren Herstellung verwendet wurde. Um die Oberflächenveredelung zu erreichen, die sie wollen, ist es notwendig, dass Sie verstehen, wie wir diese in unserer Kontrollabteilung herstellen und vermessen. Bei Star Rapid folgen wir streng den Veredelungsstandards, die von dem Verband der Kunststoffindustrie geschaffen wurde (förmlich SPI).
.

PIA- Standardkomparatoren
Was ist der Verband der Kunststoffindustrie??
Der Verband der Kunststoffindustrie (PIA) ist eine unabhängige Handelsorganisation, deren Bildungsressourcen und Regulierungsbehörde sich in den Vereinigten Staaten befindet. Dieser Verband entwickelte Standards für die Oberflächenveredelung von Spritzgusswerkzeugen. Diese sind dazu da und werden verwendet, um die typischen Arten von Veredelungen die bei Gusswerkzeugen angewandt werden können und daher die entstehenden Teile, die mit Hilfe dieser Werkzeuge gemacht werden, beeinflussen, zu messen.
Was sind die Oberflächenveredelungskategorien?
In dem PIA- Klassifikationssystem gibt es vier Hauptgrade: A, B, C und D. Gruppe A Veredelungen werden durch Diamantpolierungen fertiggestellt, Gruppe B entstehen mit Hilfe von Sandpapier, C mit Schleifsteinen und Gruppe D unter Nutzen von Druckstahlen mit Glasperlen oder Aluminiumoxidkörnern.
Wie verschiedene Veredelungen die Produktkosten beeinflussen?
Je höher das Klassifizierungssystem und der Grad den Sie wählen, desto mehr Zeit und Mühe brauch es, um die Veredelung herzustellen. Faktisch benötigt jeder Schritt der Rafinierung zuerst die Komplettierung des Schrittes der dieser vorausgeht. Es gibt keine Abkürzungen hier, die Kosten werden also stetig additive. Lassen Sie uns zusammen, wie jede Veredelung entsteht.
Veredelungen, die durch Polieren entstanden
Kategorie A wird durch Diamantpolieren geschaffen und wird als der höchste Standardgrad, der schimmerndste und glänzendste gesehen. Teilweise dadruch, dass die Diamantpoleturpaste so feinkörnig ist, aber auch durch die Art und Weise der Anwendung. Ein rotierendes Werkzeug poliert die Oberfläche in einem zufälligen, nicht linearen Muster. Dies neigt dazu Licht, ohne Demonstration einer klaren Textur, zu streuen oder reflektieren. Es gibt keine Richtung der Welligkeit der Oberfläche, es erscheint daher gleich, ganz gleich dem betrachteten Winkel oder des Lichteinfallswinkels.
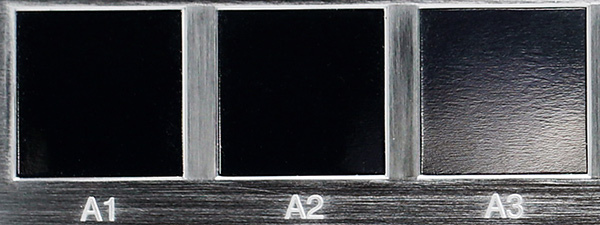
PIA A-Grad Oberflächenqualität
Es gibt 3 A-Kategorie- Level, vertretend für verschiedene Polierungsgrade, und in diesen Leveln ist jeder durch einen Ra- Wert spezifiziert. Zum Beispiel: A-3 korrespondiert mit Ra2~3. Oberflächenebenheit ist ein eigenes Thema, aber essenziell stellt diese eine starke Flachheit da.
Veredelungen durch Sandpapier
Vergleichen wir nun dies zu der Kategorie B, bei der die Veredelung durch Sandpapier geschieht. Diese Art von Oberflächenveredelung wird durch eine Hin-und Herbewegung angewandt, welche lineare Kratzer hinterlässt, die ein sehr auffälliges Muster produzieren. Es ist möglich eine SPI- Oberflächenveredelung für B-1 zu erreichen, welche ebenso eine Flachheit von Ra 2~3 misst. Jene Veredelung hat nicht die selbe Erscheinung wie A3, auch wird die Komponente nicht durch ein solches Werkzeug erstellt werden.
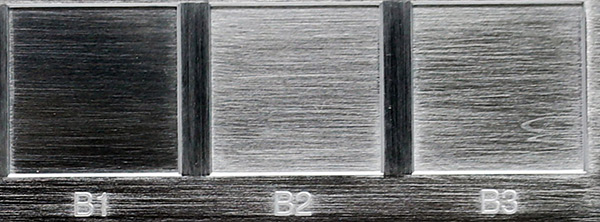
PIA B-Grad- Oberflächenveredelung
Eine B-Grad-Veredelung wird als semi-glänzend betrachtet. Es ist ausreichend fein, umTeildefekte zu verhindern, gleichzeitig aber günstiger in der Produktion als A-Grad- Veredelungen. Diese Veredelungen werden mit Schleifkörn angewandt, mit einer Bandbreite der Körnung von 600 für B-1, 400 für B-2 und 320 für B-3.
Veredelungen die mit Hilfe von Sandstein entstanden
C-Grad- Veredelungen entstehen durch die Nutzung von Sandsteinen. Wie beim B-Grad reicht der Körnungsgrad von 600 bis 320, sie hinterlassen daher eine Oberfläche, die rauer und weniger flach ist, da die Steine in ihrem Schneideverhalten agressiver sind. Eine solche Prozedur wird angewandt, um Form- und Werkzeugmarkierung schnell zu löschen und hinterlässt eine matte Veredelung auf Kunststoffkomponenten.
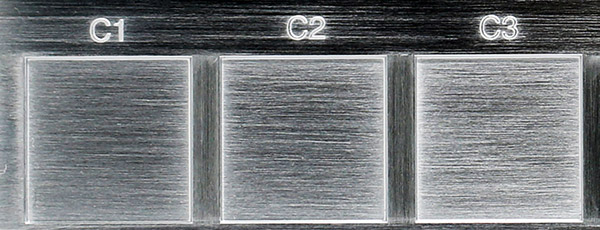
C-Grad Oberflächenveredelungs-Komparatoren
Veredelungen, die durch Strahlung hergestellt werden
Rauere Veredelungen werden mit Hilfe von abrasiven Strahlen mit Sand- oder Glassperlen hergestellt. Diese korrespondiert zu SPI Klasse D. Aufgrund der zufälligen Natur der Spritzung, ist die Veredelung uniform und nicht in eine Richtung gehend. Die Klassifizierung wird genutzt, um stumpfe und flache Veredelungen herzustellen.
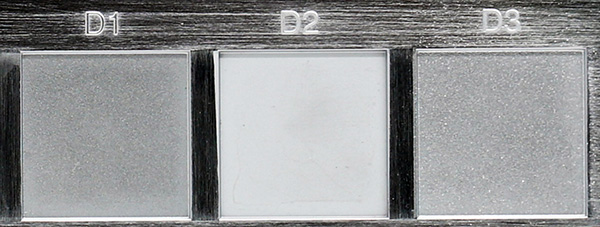
Oberflächenveredelungs- Komparatoren für Kunststoffspritzguss-D-Grade
Veredelungen durchgeführt durch EDM
Zusätzlich zu diesen, können ähnliche Ergebnisse durch den Nutzen von elektronischer Entladungsbearbeitung (EDM) oder Funkenerosion erreicht werden. Wir nutzen beide Ansätze abhängig von den Eigenschaften und des Metalstypus, der bearbeitet wird. Beide Prozeduren werden gemessen anhand des PIA- Standardes.

EDM- Oberflächenveredelungs-Komparatoren für Kunststoffspritzguss- Werkzeuge.
Die oberste Reihe von 4 Beispielen entspricht grob einem A3-B4 in Flachheit und Veredelung, auch wenn Sie sehen können, dass Sie alle uniform sind und ohne Richtung. Wir vermessen nicht die Flachheit der untersten Reihen, da diese rau genug sind, um potentiell die sehr empfindliche Testausrüstung zu beschädigen.
Wie wir den Schein Ihres Bauteiles mit Glanz ausdrücken
Techniker von Star Rapid kalibriert den Glanzmesser, um ein Bauteil zu überprüfen.
Oberflächenveredelungen können verschieden aussehen, selbst wenn die Ra-Werte sich ähneln. Um die Optik, die Sie sich wünschen weiter zu spezifizieren, sollten Sie über den Aspekt des Glanzes bescheid wissen. Glanz definiert sich als die Reflektion einer Oberfläche im Vergleich zu einem polierten schwarzen Glasstandard.
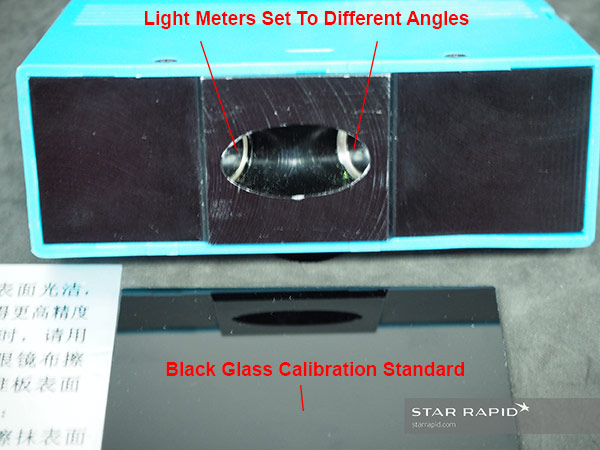
Glanzmesser um den Oberflächenschein eines kunststoffspritzgegossenen-Bauteiles zu messen.
Wir nutzen ein einfaches Messgerät, dass sich Glanzmesser nennt. Dies lässt ein Licht an der Oberfläche eines Beispielteiles abspringen; dies geschieht aus verschiedenen Winkeln, die von dem Ra Wert, an dem es getestet wird, abhängt. Die Messwerte werden Glanzeinheiten oder GU genannt. Der Schwarzglasstandard wird als 100 angegeben, sodas gemessene Glanzeinheiten einer Zielkomponente mit dieser Zählung verglichen werden.
An diesen Glanzlesungen wird es danach möglich, eine Oberfläche als hochglänzend, matt oder flach zu beschreiben. Dies zusammengenommen mit einer PIA Oberflächenformnummer sind die Informationen die wir brauchen, um Ihre Formwerkzeuge so zu texturieren, dass Sie die fertigen Teile haben, die Sie sich wünschen.
Sind Sie bereit, Ihren Prototyp oder Ihre Komponente zu fertigen?
Die obengenannten Informationen sind für Standarveredelungen. Wenn Sie besondere Anforderungen haben ,können Sie Ihre benutzerdefinierten Bedürfnisse spezifizieren, indem Sie ihre CAD-Zeichnung hochladen, um ein unverbindliches Angebot zu erhalten.