

“In addition to the technical services Star lends, the presence of regional sales engineers also greatly improves the experience by enabling face-to-face discussions, promoting quality standards and general vendor-client relationship building. “
Steven Larsen
Lead Mechanical Engineer and Production Manager, MicaSense







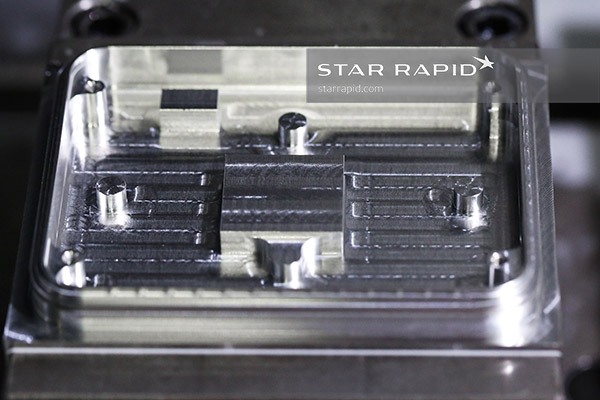
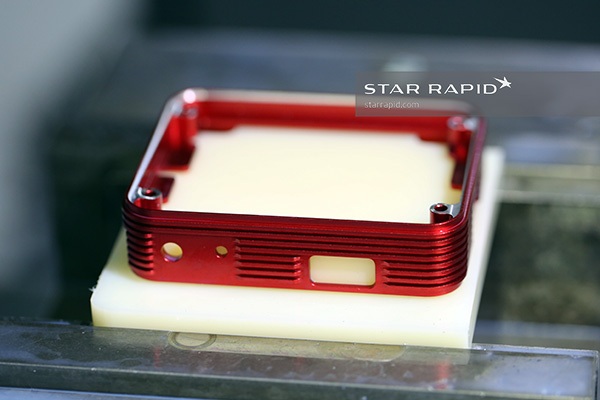



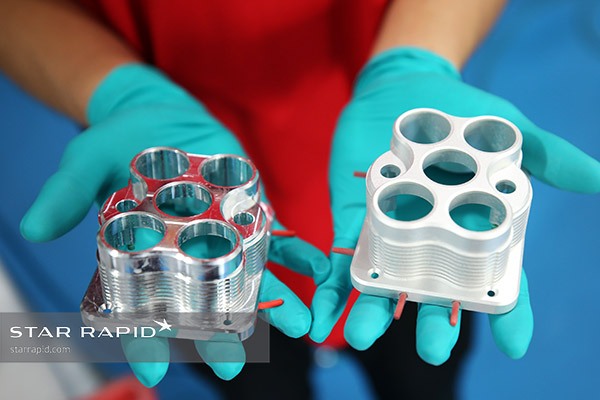


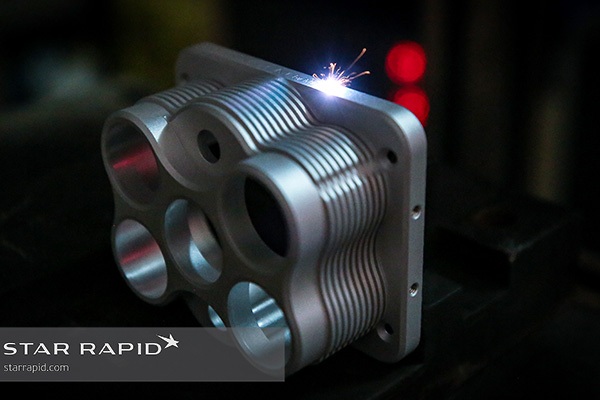
"One of the greatest benefits for small to midsize businesses is Star’s ability to deliver product in an end-to-end solution, meaning they complete the machining processes, anodization process, and laser etching"
Steven Larsen
Lead Mechanical Engineer and Production Manager, MicaSense
